當你經(jīng)過一家工具機制造廠,看到技師們用手工刮研的時候,你會禁不住地納悶道:"他們真的能靠著刮研來改善目前這些經(jīng)過機器加工的表面嗎?(人會比機器還要厲害嗎?)"
如果你指的純粹是它的外表,那么我們的答案是"不能",我們不會做得更漂亮,但為什么還要去刮研?當然有它的理由,其中一個理由是人的因素:工具機的目的是用來制造其它的工具機,但它永遠無法復制出一個比原件還要準確的產(chǎn)品。因此,想要做出一個比原來的機器還要準確的機器,就必須要有新的一個起點,也就是說,我們必須從人為的努力開始,就這個案例來說,人為的努力指的就是用手工來刮研。
刮研并不是"徒手"、"隨心所欲"的作業(yè),它其實是一種復制的方法,幾近完善地復制出母體,這個母體是一個標準平面,也是用手工打造出來的。
刮研雖然辛苦費力,但它卻是一項技藝(藝術層級的技術);要訓練出一個刮研師傅或許比訓練出木雕師傅更不容易,市面上探討這一個主題的書籍并不多見,特別是討論"為何要刮研”這方面的資料更少。這也許就是刮研被視為一門藝術的原因吧。
01
從何處開始?
如果一位制造者決定用磨床來研磨而不用刮研,他的“母機”磨床的導軌的**度必須要高于新做的磨床。
那么,機器的**度來自哪里呢?
必然是來自一部更**的機器,或者要依賴一個能產(chǎn)生真正平整表面的其它方法,也或許就是從一個已經(jīng)做得很好的平整表面復制而來。
我們可以用三種畫圓圈的方法來說明表面的產(chǎn)生過程(雖然圓圈是線條而不是表面,但可以引用來說明觀念)。一個工匠可以用一個普通的圓規(guī)畫出一個圓圈;如果他用鉛筆沿著塑料模版上的一個圓洞描繪的話,他就會把圓洞不準確的地方全部復制出來;如果他是徒手畫圓的話,圓圈的準確度就決定于他有限的技巧了。
理論上,一個平整的表面可以由三個表面的交替磨擦(抹磨Lapping)而產(chǎn)生。為了簡單起見,我們姑且用三塊各有一個相當平坦面的巖石加以說明。如果你以隨機的順序交替磨擦這三個平面,你會把這三個平面磨得越來越平整。如果你只用兩塊巖石磨擦,你就會得到一個一凹一凸的交配對。在實務上,除了會使用刮研取代(抹磨Lapping)之外,也會遵循一個明確的配對順序,刮研師傅一般都用這個規(guī)則來做他要使用的標準治具(直規(guī)或平板)。
在使用時,刮研師傅會先把顯色劑涂在標準治具上,然后把它放在工件表面上滑動,讓需要被鏟掉的地方顯露出來。他一直重復這個動作,工件表面就會越來越接近標準治具,能很復制出跟標準治具一樣的作品。
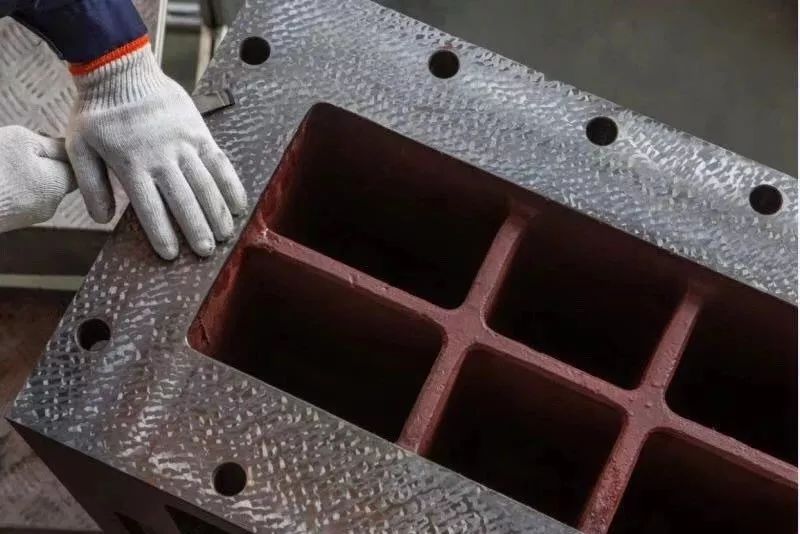
要刮研的鑄件通常都是先用銑削加工到比終尺寸多千分之幾的范圍之后,送去熱處理,把殘余的壓力釋放出來,然后在刮研之前送回來做精修表面的研磨。雖然刮研要耗費許多時間和高勞力成本,但刮研可以取代需要高設備成本的制程,若不想用刮研作業(yè)來替代,工件就必須用精度很高而且很昂貴的機器來進行精修加工。
在后邊階段做精修加工除了牽涉到高成本的設備以外,還有一個因素需要考慮:零件加工時,特別是大型鑄件,往往必需進行一些重力夾持的動作,當加工達到千分之幾的精密度時,這種夾持的作用力往往造成工件的扭曲,以至于危及工件在松開夾持力之后的準確度;加工時產(chǎn)生的熱也會造成工件的扭曲。
這就是刮研的許多優(yōu)點之一,刮研既沒有夾持作用力,它所產(chǎn)生的熱也幾乎等于零。大型工件是用三個點來支撐,以確保它不會因本身的重量而變形。
工具機的刮研軌道磨損時,它還可以透過再刮研重新修正,跟把機器丟棄或者送廠拆卸再加工來比,這是一個很大的優(yōu)點。
當一個工具機的軌道需要再刮研時,這個工作可由工廠的維修人員擔任,但我們也可以在當?shù)卣胰藖碜鲈俟窝械墓ぷ鳌?/p>
在某些情況下,可以使用手動刮研和電動刮研來獲得需要的幾何精度。如果有一組工作臺和鞍座的軌道已經(jīng)刮平,而且精度已經(jīng)符合要求,卻發(fā)現(xiàn)工作臺對主軸的平行度不合規(guī)定(要花很多功夫去矯正),你能想象只用一個刮研機,在不喪失平整度,又能適當?shù)丶m正對位誤差的情況下,可以在正確的位置上去除正確數(shù)量的金屬,需要什么程度的技術嗎?
這當然不是刮研的目的,也不應該做為矯正大型對位誤差的方法,但是,一個技術純熟的刮研師傅,卻可以在令人驚訝的短時間內(nèi)完成這一類的矯正。這種方法雖然需要熟練的技術,但比起把一大堆零件都加工到非常準確,或為了防止對位誤差而去做一些可靠或可調(diào)整的設計來說,這種方法更加經(jīng)濟實惠。
02
潤滑的改善
實務經(jīng)驗證明刮研軌道可以透過較佳質(zhì)量的潤滑而減少磨擦,但大家對其原因為何卻莫衷一是。普遍的意見是,刮研低點(或更明確的說法,削出來的凹坑,為潤滑而多做的油袋)提供了許多微小的儲油口袋,這些油會被周遭許多微小的高點刮出來。
另一種邏輯化的說法是,它讓我們能持續(xù)地保持一層油膜,讓移動件浮在油膜上,這是所有潤滑的目標。這種情況之所以發(fā)生的主要理由是,這些不規(guī)則的油袋形成了許多留油的空間,讓油不容易跑掉。潤滑的理想情況是在兩個平滑表面間維持一層油膜,但這時你又得處理防止油流出的問題,或者需要盡快地加以補充。(軌道面上不管有沒有鏟花,通常都會為了幫助油的分布而制作油溝)。
這樣的說法會讓人質(zhì)疑接觸面積的效果問題。刮研減少了接觸面積,但卻會形成均勻的分布,而分布才是重 點。兩個匹配表面越平整,接觸面的分布就越平均。但機械學中有一個“摩擦力與面積無關”的原理,這句話的意思是,無論接觸的面積是10或100平方英寸,都需要相同的作用力才能移動工作臺。(磨耗則又是另外一回事,相同載重下的面積越小,磨耗的速度就越快。)
我要說的是,我們所追求的是更優(yōu)良的潤滑效果,而不是更多或更少的接觸面積。如果潤滑效果無瑕的話,軌道面就永遠不會磨損。如果一個工作臺隨著磨損而有移動困難的情形,這可能是與潤滑有關,而無關乎接觸的面積。
03
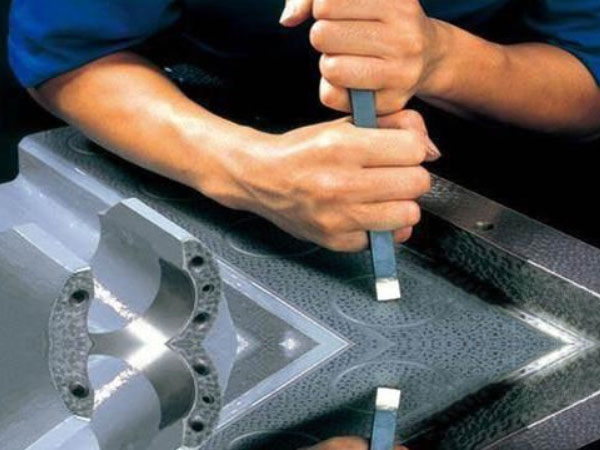
刮研是怎么做的?
在找出必須刮除的高點之前,先把顯色劑涂在標準治具上(平板或要鏟V型軌時的直規(guī)治具),再把涂有顯色劑的標準治具在要鏟的軌道面上摩擦,顯色劑就會轉(zhuǎn)移到軌道面的高點上,接著再用一個特別的刮研工具把顯色的高點鏟除。這樣的動作要一直重復,直到軌道面上呈現(xiàn)出均勻一致的轉(zhuǎn)移為止。
一個刮研師傅當然要懂得各種技術。我在這里先談其中的兩種。
我們在做顯色的動作之前,通常會用一把鈍銼刀輕輕地在工件表面磨擦,來去除毛邊。
要用刷子或手擦拭表面,不要用破布擦拭。如果使用布來擦拭,布留下的細麻線,就會在下一次做高點顯色時造成誤導性的標示。
刮研師傅自己會用標準治具與軌道面比對的方式來檢查自己的作品,檢驗的人只要告訴刮研師傅何時可以停止作業(yè)就夠了,不必為刮研過程費心。(刮研師傅可以對自己的工作質(zhì)量負責)
過去我們都有一套標準,規(guī)定每一平方英寸該有幾個高點,以及總面積該有多少百分比的接觸率;但我們發(fā)現(xiàn)檢查接觸面積幾乎是一件不可能的事,而且現(xiàn)在都由刮研師傅來決定每平方英寸應有的點數(shù)。總之,刮研師傅一般都會努力達到每平方英寸20~30個點的標準。
現(xiàn)在的刮研過程中,一些整平的作業(yè)都使用電動刮研機,它們也是一種手工刮研,但可以排除一些吃力的工作,讓刮研作業(yè)比較不會那么累。當你在進行精細的組配作業(yè)時,手動刮研產(chǎn)生的感覺仍然是無以取代的。
04
刮研的花紋
花紋的類型有很多,在此介紹幾種比較常見花紋類型,如弧形花紋、方塊花紋、波浪花紋和扇形花紋,弧形花紋中主要有月亮花紋、燕子花紋。
1. 弧形花紋及刮法
首先用刮刀刃口左側落刀,緊接著自左向右斜向刮削(如下圖a所示),同時左手手腕要扭腕使刀刃順勢作一個自左向右的圓弧擺動(如下圖b所示),使刃口部的刮削從左側過渡到右側,刀跡縱向長度一般為10mm左右,整個刮削過程瞬間完成,這樣就可以刮出各種弧形花紋。也可以自右向左斜向刮削,通過左手手腕在用力下壓的同時右手扭腕使刀刃順勢作一個自右向左的圓弧擺動,使刃口部的刮削從右側過渡到左側。
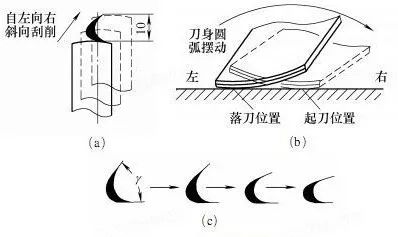
弧形花紋基本刮法
弧形花紋刮削要領:由于刮削條件和操作方法的不同,所刮出的弧形花紋的形狀大小和弧形夾角也有相當?shù)淖兓R皇且⒁膺x擇合適的刮刀,因為刀頭部分的寬窄、厚薄、刀刃圓弧半徑及楔角的大小對弧形花紋的形狀都有一定影響;二是在刮削時要能夠控制扭腕動作的幅度和推刮行程的長短;三是要利用刀頭部分的彈性作用,一般而言,扭腕動作的幅度越大、推刮行程越短,所刮出的弧形花紋的夾角就越小、形狀也越小,如上圖c所示。
(1)月亮花紋及刮法
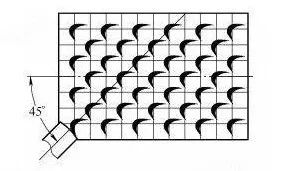
刮花前要在工件表面用鉛筆劃出一定間距的方格。
刮花時采用圓弧刃精刮刀,刀身平面中心線與工件表面縱向中心線成45°角,從工件的前面向后面進行刮削。
(2)燕子花紋及刮法
燕子花紋如下圖所示。刮花前要在工件表面用鉛筆劃出一定間距的方格。刮花時采用圓弧刃精刮刀,刀身平面中心線與工件表面縱向中心線成45°角,從工件的前面向后面進行刮削。常見的刮法是:
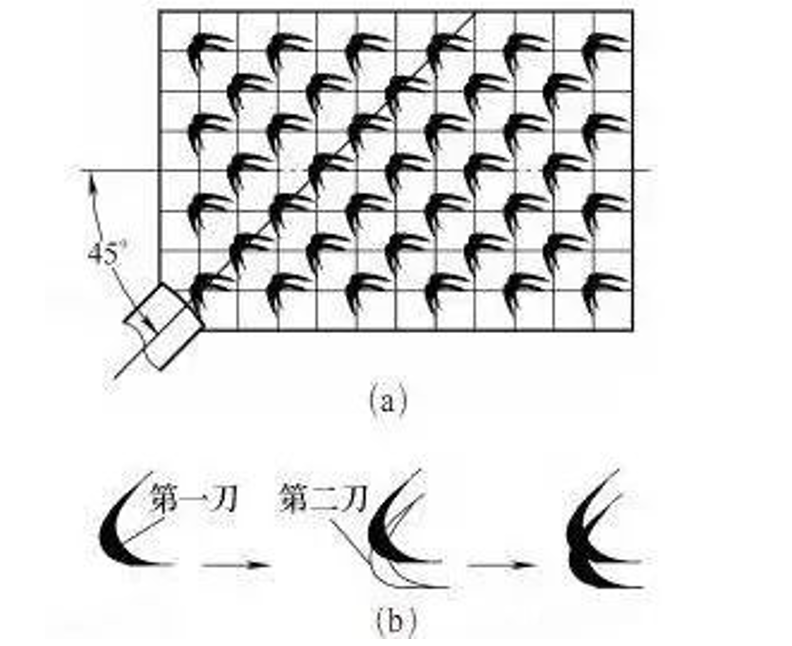
首先第 一刀刮出一個弧形花紋,然后在第 一個弧形花紋稍下的地方刮出第二個弧形花紋,這樣就可刮出一個近似燕子的花紋,如上圖b所示。
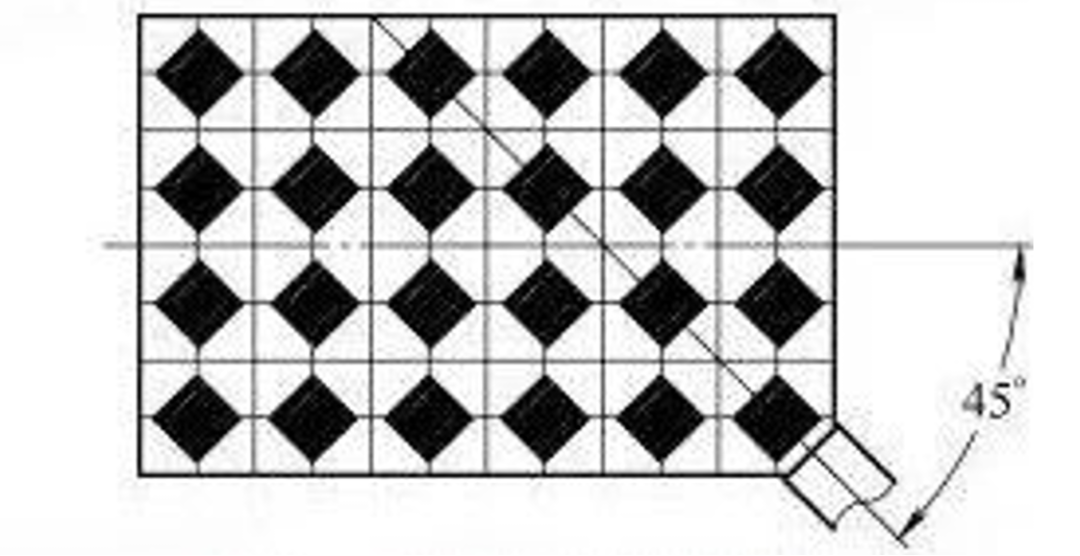
2. 方塊花紋及刮法
方塊花紋如下圖所示。刮花前要在工件表面用鉛筆劃出一定間距的方格。刮花時,刀身平面中心線與工件表面縱向中心線成45°角,從工件的前面向后面進行刮削。基本刮法是:采用直線刃(或大半徑圓弧刃)窄刮刀進行短程推刮,刮出第 一個方塊后,應間隔一個方塊距離即空出一格再刮出第二個方塊。
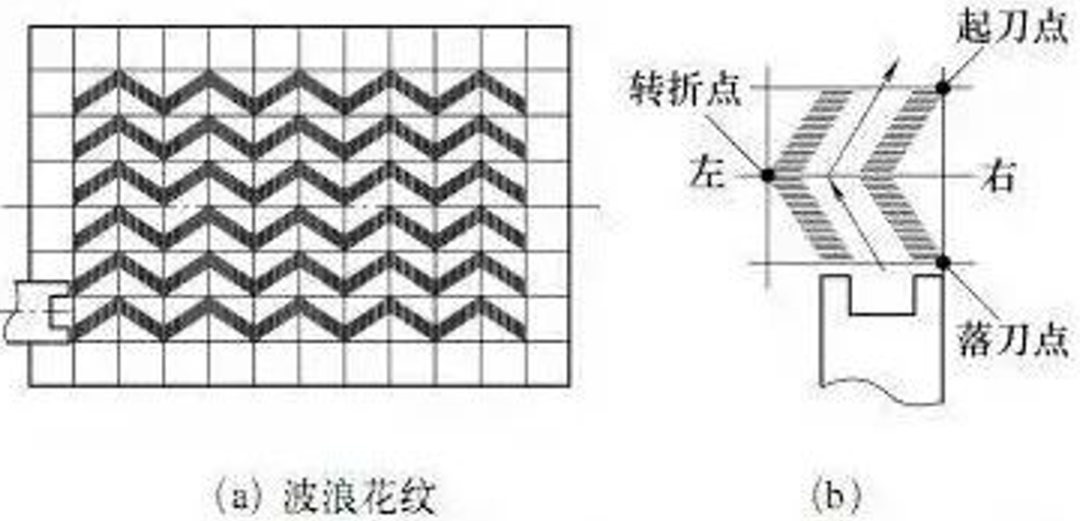
3. 波浪花紋及刮法
波浪花紋如下圖a所示。刮花前要在工件表面用鉛筆劃出一定間距的方格。刮花時,刀身平面中心線要平行于工件表面縱向中心線,從工件的后面向前面進行刮削。基本刮法是:采用豁口刮刀進行刮削,選擇好落刀位置(一般選擇交點處),落刀后即向左側斜向移動推刮,當達到一定長度時(一般選擇交點處)緊接著向右側斜向移動推刮至一定位置后起刀,如下圖b所示。
4. 扇形花紋及刮法
扇形花紋如下圖a所示。刮花前要在工件表面用鉛筆劃出一定間距的方格和角度線。刮削扇形花紋要采用鉤頭刮刀(如下圖b所示),要將刀刃右端磨鋒利,左端稍鈍一點,刃線要平直。基本刮法是:
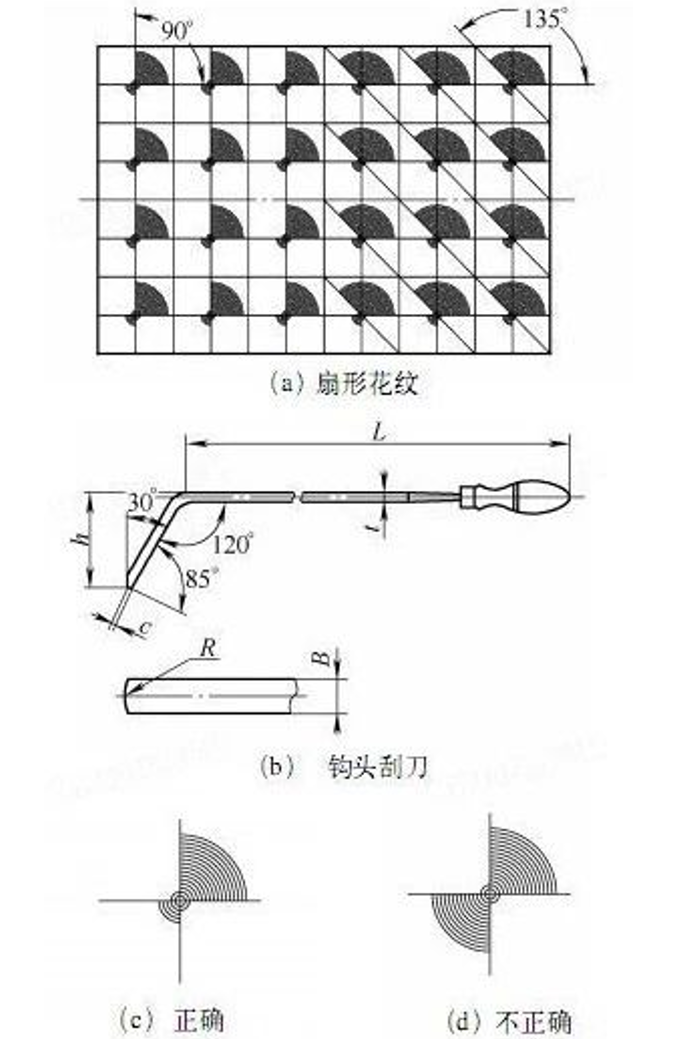
選擇好落刀位置(一般選擇交點處),左手握在距刀頭50mm處,用力偏左下壓,以刀刃左端為圓心,右手作順時針方向旋轉(zhuǎn),旋轉(zhuǎn)角度一般有90°和135°兩種。正確的扇形花紋如上圖c所示,由于用力不當,容易造成兩端同時刮削,形成如上圖d所示的花紋,這樣所刮出的花紋痕跡會過淺,屬于不正確的花紋。

股份有限公司")









股份有限公司")